

product
產(chǎn)品中心
光纖激光切割機(jī)
Laser Cutting Machine
-
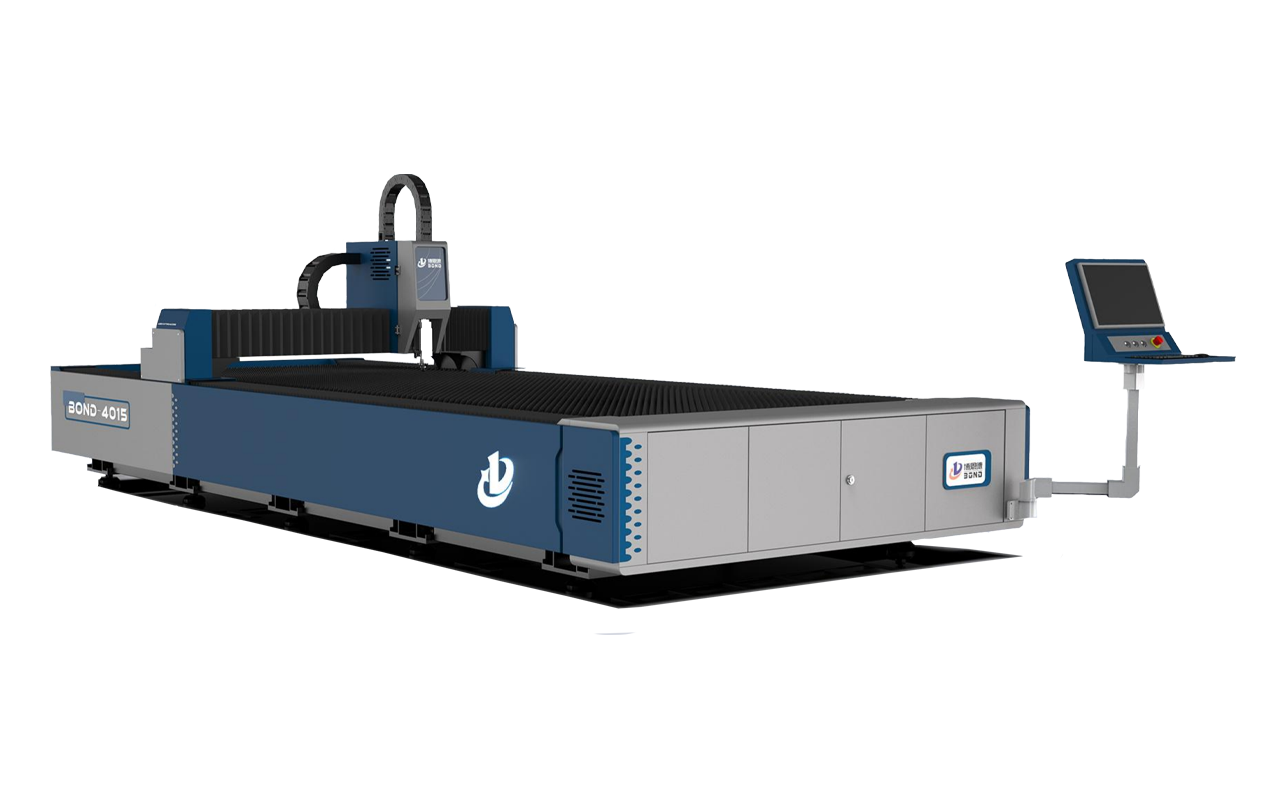
單平臺(tái)光纖激光切割機(jī)
Single platform laser cutting machine
-
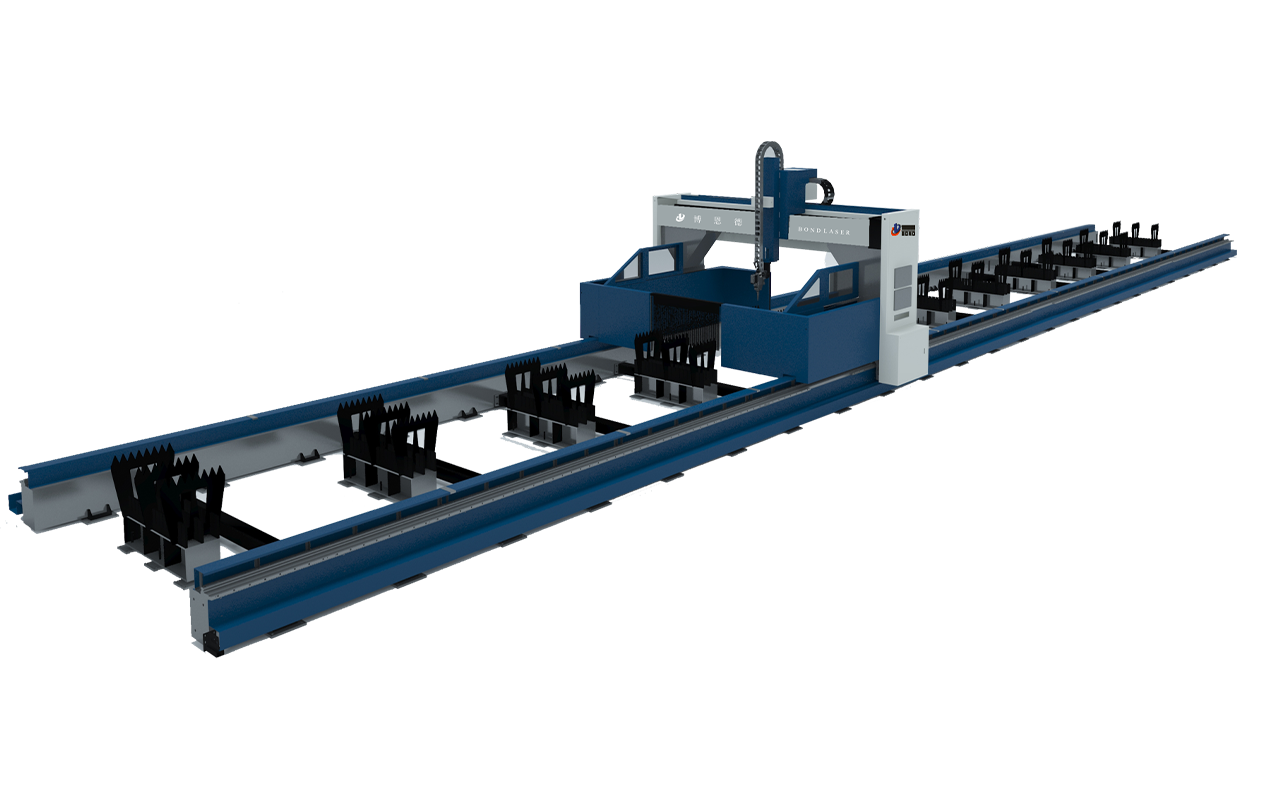
三維五軸型鋼光纖激光切割機(jī)
Stereoscopic steel laser cutting machine
-
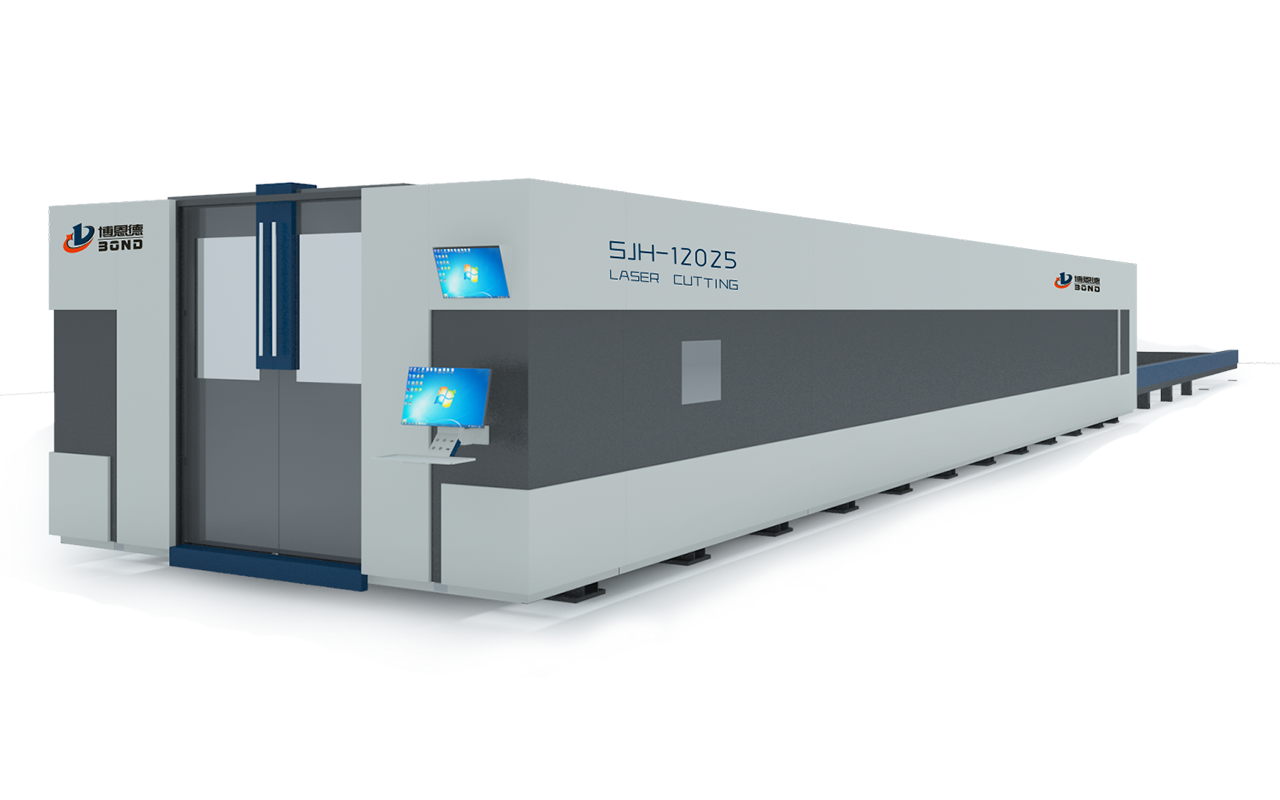
雙交換光纖激光切割機(jī)
Double exchange laser cutting machine
-
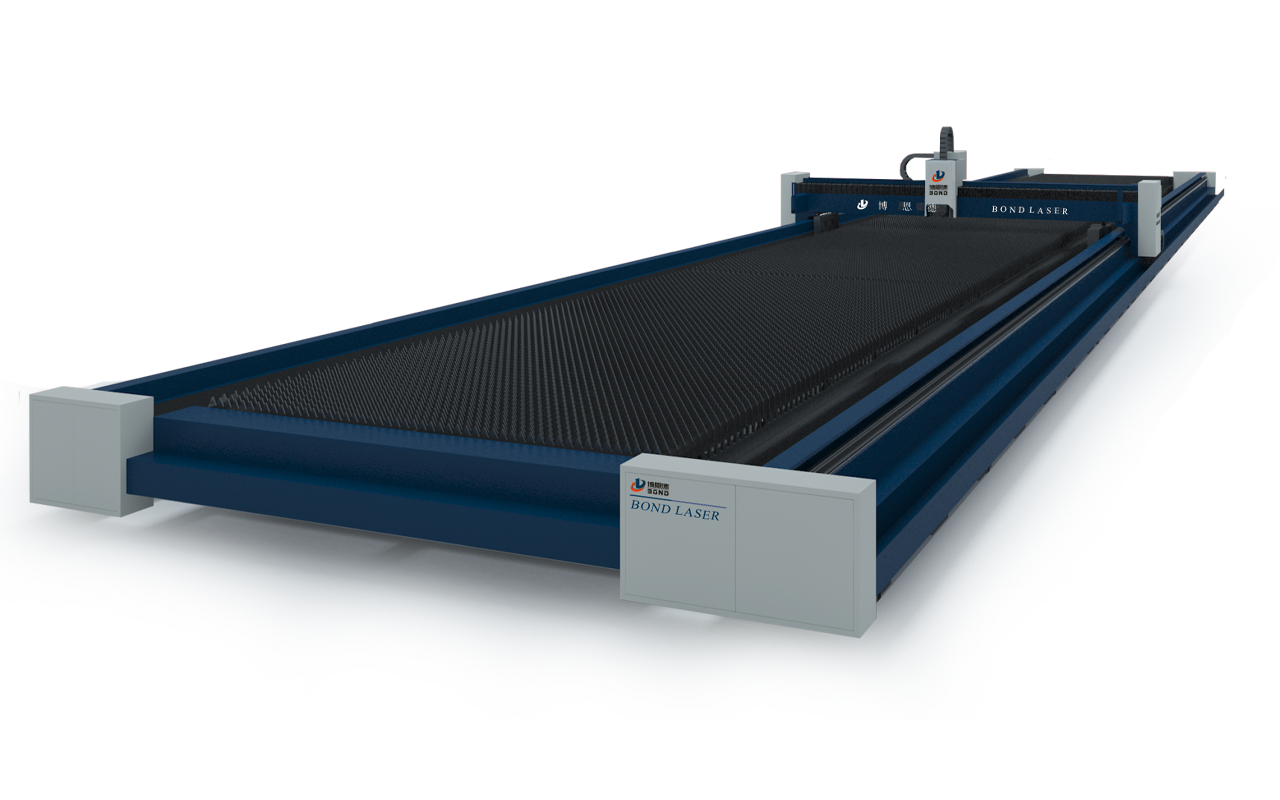
大幅面光纖激光切割機(jī)
Large amplitude laser cutting machine
-
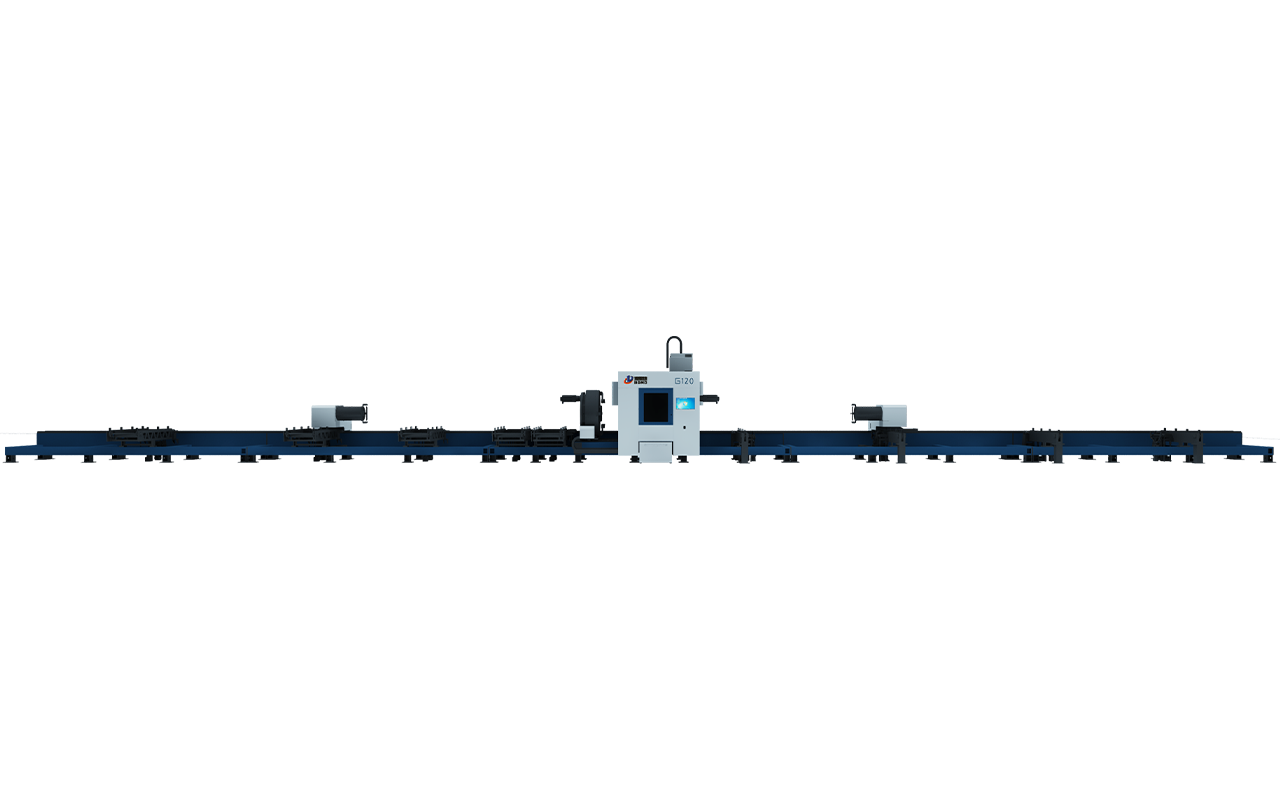
重型管材光纖激光切割機(jī)
Heavy duty pipe laser cutting machine
-
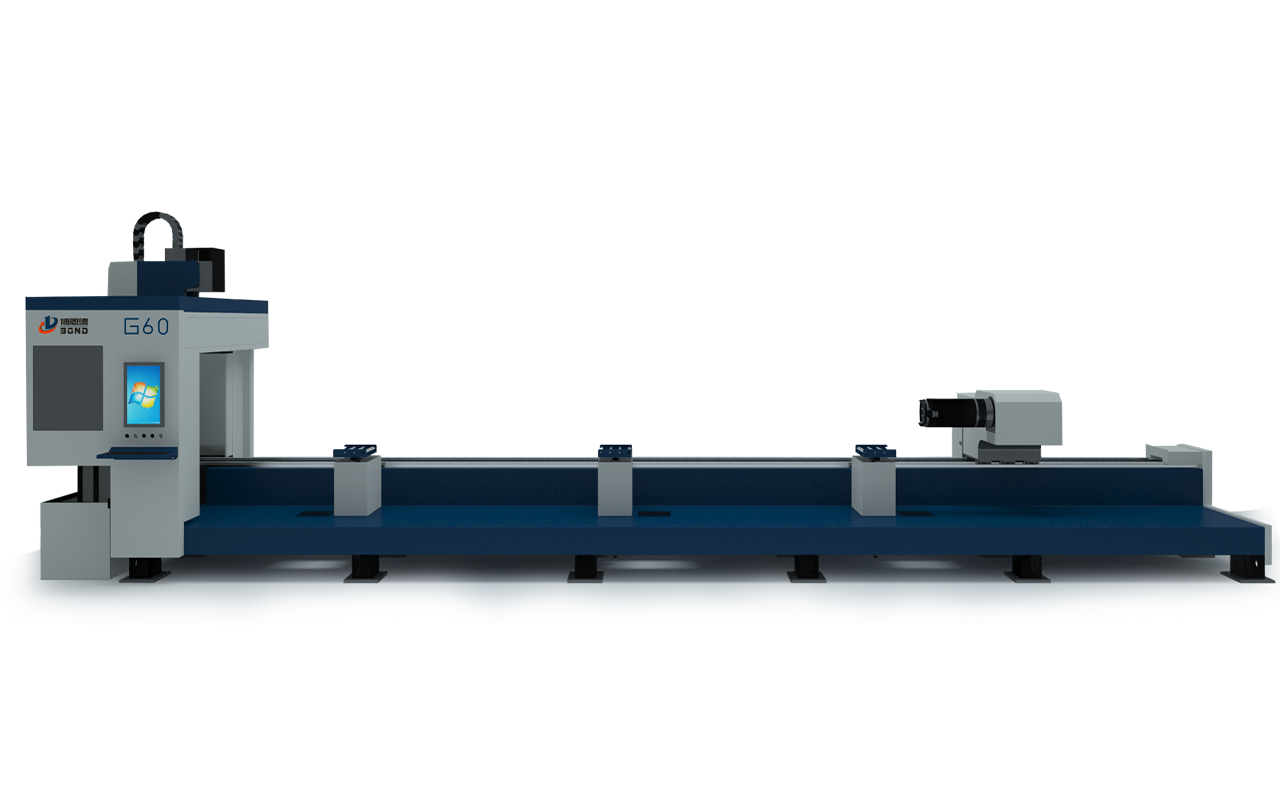
輕型管切光纖激光切割機(jī)
Light duty pipe laser cutting machine


Support
服務(wù)支持
